In the rapidly evolving landscape of global healthcare, the Stool Collection Tube has emerged as a critical instrument in early disease detection and microbiome research. As a leading OEM Stool Collection Tubes factory and exporter, we understand that these devices are more than just plastic containers; they are the first step in a diagnostic chain that saves lives through early colorectal cancer screening (FIT/FOBT) and infectious disease testing.
The global market for stool collection and stabilization is witnessing unprecedented growth, driven by a 4.5% CAGR in the diagnostic consumables sector. North American and European markets are shifting toward non-invasive screening methods to reduce healthcare costs. Meanwhile, in emerging economies across the Asia-Pacific, government-led health initiatives are increasing the demand for bulk procurement of high-quality, leak-proof stool collection systems.
Modern tubes now incorporate preservative buffers that stabilize microbial DNA and RNA at room temperature for up to 14 days, facilitating long-distance transport to central labs.
User-friendly designs with integrated collection spoons and "click-lock" caps prevent contamination and ensure the safety of both patients and laboratory technicians.
Standardized tube dimensions (13x75mm or 16x100mm) ensure seamless integration with automated laboratory processing systems like those from Roche or Abbott.
Established in May of 2004, Nanjin Seeker Medical Co., Ltd. is a professional manufacturer specialized in the research, development, and production of surgical sutures, surgical needles, and diagnostic collection systems. All of our products comply with international and interior quality standards and have been approved with the Production License, CE, ISO13485, ISO14001, and ISO45001 certificates.
We insist on a quality policy of "modern techniques, excellent quality, and customer satisfaction." We attach great importance to the development and application of new technology. To date, we have obtained 29 new invention patents and realized the full automatic transformation of our production processes.


Our commitment to excellence allows us to be greatly appreciated in a variety of different markets throughout the world. All staff in our company welcome every friend from home and abroad to collaborate for the betterment of human health careers.
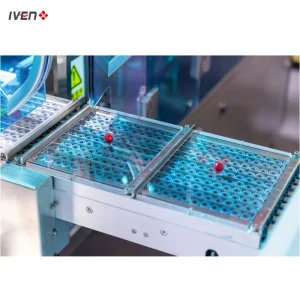
As a leading Stool Collection Tubes exporter, we leverage our automated production lines to provide consistent quality and competitive pricing for large-scale OEM orders, ensuring that medical institutions receive reliable diagnostic tools.
Procuring medical consumables from a specialized Chinese factory like Nanjin Seeker Medical offers strategic advantages that go beyond cost savings. We provide a comprehensive one-stop OEM service that covers design, molding, manufacturing, and international logistics.
Our stool collection tubes are designed to function across diverse environmental conditions, making them suitable for:
Manufactured using medical-grade Polypropylene (PP) or Polystyrene (PS), ensuring chemical resistance and transparency for sample inspection.
Engineered with double-thread caps and O-ring seals to ensure zero leakage during pneumatic tube transport or air shipping.
Pre-attached high-adhesion labels compatible with barcode printers and thermal scanners used in modern LIS (Laboratory Information Systems).
As an experienced exporter, we navigate the complexities of international medical device regulations. We provide all necessary documentation, including Certificates of Origin, MSDS for preservative buffers, and CE conformity declarations. Our proximity to major shipping hubs in China allows for optimized sea and air freight, reducing the landed cost for our global partners in the Middle East, Europe, and the Americas.