 Eco-Friendly Sterilizer Food Safety High-Pressure Sterilizer Automatic Temperature-Controlled
Eco-Friendly Sterilizer Food Safety High-Pressure Sterilizer Automatic Temperature-Controlled
 100L GMP Compliant Water Bath Sterilizer for Glass Bottles Soft Bags & Ampoules
100L GMP Compliant Water Bath Sterilizer for Glass Bottles Soft Bags & Ampoules
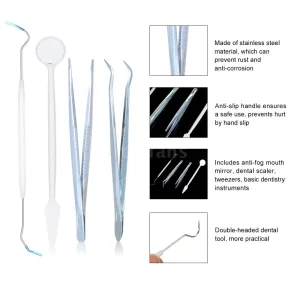 Hygiene Set Factory Price CE ISO Arrpoved Sterile Disposable Dental Examination Tools Kit 3 PCS
Hygiene Set Factory Price CE ISO Arrpoved Sterile Disposable Dental Examination Tools Kit 3 PCS
 Advanced Microcomputer-Controlled Dental Steam Sterilizer for Optimal Hygiene
Advanced Microcomputer-Controlled Dental Steam Sterilizer for Optimal Hygiene
 Nanbei Instruments Fully Automatic Microcomputer Autoclave Steam Sterilizer High Pressure
Nanbei Instruments Fully Automatic Microcomputer Autoclave Steam Sterilizer High Pressure
 Medical Disposable Supplies Closed Suction Surgical Wound Drainage System Set with High Vacuum
Medical Disposable Supplies Closed Suction Surgical Wound Drainage System Set with High Vacuum
 Ultra-Soft 3-Ply Dental Bibs for Maximum Comfort and Hygiene
Ultra-Soft 3-Ply Dental Bibs for Maximum Comfort and Hygiene
 Medical Pressure Monitoring Connection Lines Tube Pressure Testing 300/500 Psi
Medical Pressure Monitoring Connection Lines Tube Pressure Testing 300/500 Psi
🌐
In the post-pandemic era, the global Sterilization Pouches market has witnessed an unprecedented surge. As healthcare facilities worldwide prioritize infection prevention, the demand for high-performance Sterile Barrier Systems (SBS) has shifted from basic utility to high-tech compliance. From bustling metropolitan hospitals in the USA to specialized dental clinics in Germany, the "pouch" is the unsung hero of patient safety.
Current industrial trends indicate a strong move toward ISO 11607 compliant packaging. Global procurement managers are no longer just looking for a bag; they are seeking validated barrier properties that ensure a product remains sterile until the point of use. This is particularly critical in the manufacturing of surgical instruments, orthopedic implants, and laboratory consumables.
Our sterilization pouches utilize advanced PET/PP multi-layer films combined with high-grammage medical dialysis paper, ensuring superior microbial barrier performance and clean peel characteristics.
We leverage AI-driven vision systems on our production lines to detect microscopic pinholes or seal irregularities that the human eye might miss, ensuring 100% reliability.

Established in May of 2004, Nanjin Seeker Medical Co., Ltd. has grown from a specialized workshop into a China Top Sterilization Pouches Manufacturer & Factory. Our core expertise lies in the rigorous research, development, and production of not only surgical sutures but also the sophisticated packaging systems that protect them.
All of our products comply with international and interior quality standards. We are proud holders of the CE, ISO13485, ISO14001, and ISO45001 certificates. This multi-certified approach demonstrates our commitment to health, safety, and environmental stewardship, making us a trusted partner for global medical distributors.
Our facility operates under GMP conditions, utilizing cleanroom environments to minimize bioburden during the manufacturing process. This professional rigors ensures that every sterilization pouch leaving our factory is ready for the most demanding surgical environments.
We have realized the automatic transformation of the production process. High-speed pouch-making machines with integrated printing and sealing units ensure consistency and high volume capacity for bulk global orders.
With 29 new invention patents, we lead the industry in developing new barrier materials that are more durable and environmentally friendly, reducing the carbon footprint of medical waste.
Located in Nanjin, we leverage world-class infrastructure to provide seamless export services. Our supply chain is optimized for rapid delivery to Europe, North America, and Southeast Asia.

Our sterilization pouches are engineered for versatility across multiple sterilization methods, including Steam (Autoclave), Ethylene Oxide (EO), and Formaldehyde. This makes them suitable for varied localized applications:
"We insist on the quality policy of modern techniques, excellent quality, customers satisfaction. All staffs in our company welcome every friend from home and abroad. Let us make more efforts for human health career."
The global industry is pivoting towards Sustainability. As a forward-thinking manufacturer, Nanjin Seeker Medical is researching biodegradable films that maintain 5-year sterile shelf lives while being easier to recycle. Furthermore, the integration of Smart Indicators and QR code tracking on every pouch allows hospitals to monitor sterilization cycles and expiration dates via mobile apps, bridging the gap between physical packaging and digital health records.
For procurement officers, this means choosing a supplier who is not only a factory but a technology partner. We provide comprehensive documentation for regulatory submissions (FDA 510k, EU MDR) and offer customized sizing and branding to meet local market needs.
 16-24L Tabletop Pressure Steam Sterilizer Class N Autoclave
16-24L Tabletop Pressure Steam Sterilizer Class N Autoclave
 16/24L Portable Class N Dental Autoclave Pressure Steam Sterilizer
16/24L Portable Class N Dental Autoclave Pressure Steam Sterilizer
 Advanced Horizontal Pressure Sterilizer for Medical Equipment Safety
Advanced Horizontal Pressure Sterilizer for Medical Equipment Safety
 Colorful 3-Ply Patient Surgical Consumable Medical Disposable Dental
Colorful 3-Ply Patient Surgical Consumable Medical Disposable Dental
 Hot Selling Pediatric Hospital Surgical Gown Zip Enclosure Medical Consumable
Hot Selling Pediatric Hospital Surgical Gown Zip Enclosure Medical Consumable
 Portable Disposable Negative Pressure Drainage System for Patients
Portable Disposable Negative Pressure Drainage System for Patients
 CE/ISO Medmount PVC Thoracic Soft Chest Drainage Catheter for Postoperative
CE/ISO Medmount PVC Thoracic Soft Chest Drainage Catheter for Postoperative
 Pleural Drainage System Pleural Chest Drainage Bottle
Pleural Drainage System Pleural Chest Drainage Bottle